Follow along: IG @birectifier
Better yet, follow: IG @leopoldbros!
This incredible paper was the gift of Todd Leopold (who has done boundary pushing work with his revival of three chamber rye) and written just prior to repeal in 1933. We thought it should be out there on the open internet to inspire!
{kind=link}
I’m not sure what newspaper this was in or what date exactly it was written.
Frank Wight [1,2] ran an important distillery in Baltimore and was best associated with the Sherwood brand. His mash bill was exclusively rye with rye malt. Notice how the writing is very contrary in tone to C.S. Boruff’s Technology Transcends Heritage in Modern Distillery Practice, 1937. So who’s rye do you want to drink? (both!) I personally espouse a hydrid approach I’ve long called guided traditional practices.
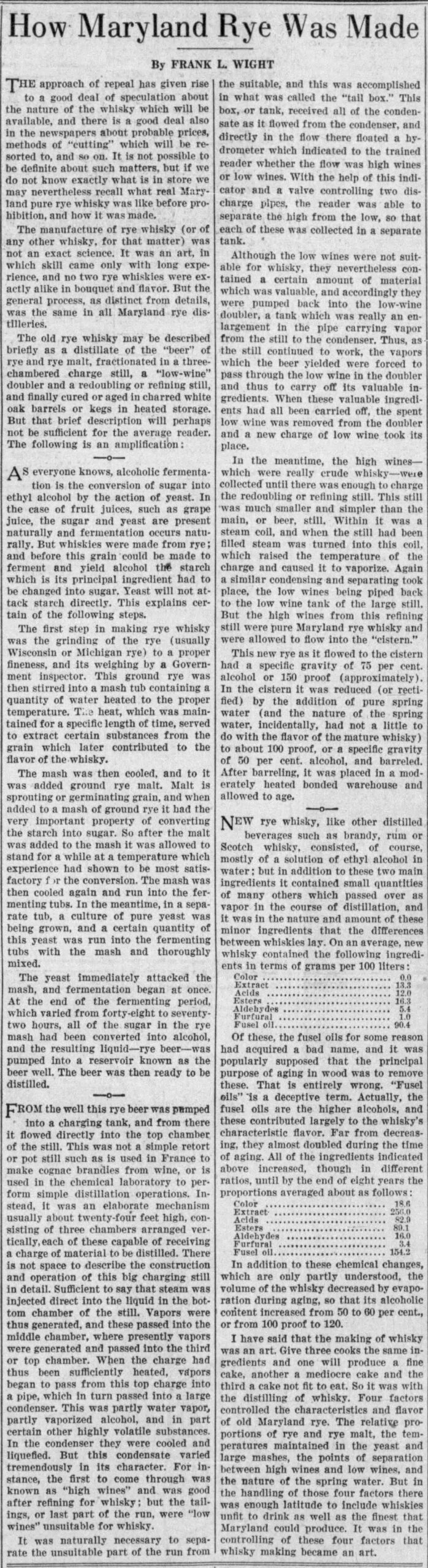
How Maryland Rye Was Made
by Frank L. Wight
The approach of repeal has given rise to a good deal of speculation about the nature of the whisky which will be available, and there is a good deal also in the newspapers about probable prices, method of “cutting” which will be resorted do, and son on. It is not possible to be definite about such matters, but if we do not know exactly what is in store we may nevertheless recall what real Maryland pure rye whisky was like before prohibition, and how it was made.
The manufacture of rye whisky (or of any other whisky, for that matter) was not an exact science. It was an art, in which skill came only with long experience, and no two rye whiskies were exactly alike in bouquet and flavor. But the general process, as distinct from details, was the same in all Maryland rye distilleries.
The old rye whisky may be described briefly as a distillate of the “beer” of rye and rye malt, fractionated in a three−chambered charge still, a “low−wine” doubler and a redoubling or refining still, and finally cured or aged in charred white oak barrels or kegs in heated storage. But that brief description will perhaps not be sufficient for the average reader. The following is an amplification:
As everyone knows, alcoholic fermentation is the conversion of sugar into ethyl alcohol by the action of yeast. In the case of fruit juices, such as grape juice, the sugar and yeast are present naturally and fermentation occurs naturally. But whiskies were made from rye; and before this grain could be made to ferment and yield alcohol the starch which is its principal ingredient had to be changed into sugar. Yeast will not attack starch directly. This explains certain of the following steps.
The first step in making rye whisky was the grinding of the rye (usually Wisconsin or Michigan rye) to a proper fineness, and its weighing by a Government inspector. This ground rye was then stirred into a mash tub containing a quantity of water heated to the proper temperature. The heat, which was maintained for a specific length of time, served to extract certain substances from the grain which later contributed to the flavor of the whisky.
The mash was then cooled, and to it was added ground rye malt. Malt is sprouting or germinating grain, and when added to a mash of ground rye it had the very important property of converting the starch into sugar. So after the malt was added to the mash it was allowed to stand for a while at a temperature which experience had shown to be the most satisfactory for the conversion. The mash was then cooled again and run into the fermenting tubs. In the meantime, in a separate tub, a culture of pure yeast was being grown, and a certain quantity of this yeast was run into the fermenting tubs with the mash and thoroughly mixed.
The yeast immediately attacked the mash, and fermentation began at once. At the end of the fermenting period, which varied from forty−eight to seventy−two hours, all of the sugar in the rye mash had been converted into alcohol, and the resulting liquid—rye beer—was pumped into a reservoir known as the beer well. The beer was then ready to be distilled.
From the well this rye beer was pumped into a charging tank, and from there it flowed directly into the top chamber of the still. This was not a simple retort or pot still such as is used in France to make cognac brandies from wine, or is used in the chemical laboratory to perform simple distillation operations. Instead, it was an elaborate mechanism usually about twenty−four feet high, consisting of three chambers arranged vertically, each of these capable of receiving a charge of material to be distilled. There is not space to describe the construction and operation of this big charging still in detail. Sufficient to say that steam was injected direct into the liquid in the bottom chamber of the still. Vapors were thus generated, and these passed into the middle chamber, where presently vapors were generated and passed into the third or top chamber. When the charge had thus been sufficiently heated, vapors began to pass from this top charge into a pipe, which in turn passed into a large condenser. This was partly water vapor, partly vaporized alcohol, and in part certain other highly volatile substances. In the condenser they were cooled and liquified. But this condensate varied tremendously in its character. For instance, the first to come through was known as “high wines” and was good after refining for whisky; but the tailings, or last part of the run, were “low wines” unsuitable for whisky.
It was naturally necessary to separate the unsuitable part of the run from the suitable, and this was accomplished in what was called the “tail box. This box, or tank, received all of the condensate as it flowed from the condenser, and directly in the flow there floated a hydrometer which indicated to the trained reader whether the flow was high wines or low wines. With the help of this indicator and a valve controlling two discharge pipes, the reader was able to separate the high from the low, so that each of these was collected in a separate tank.
Although the low wines were not suitable for whisky, they nevertheless contained a certain amount of material which was valuable, and accordingly they were pumped back into the low−wine doubler, a tank which was really an enlargement in the pipe carrying vapor from the still to the condenser. Thus, as the still continued to work, the vapors which the beer yielded were forced to pass through the low wine in the doubler and thus to carry off its valuable ingredients. When these valuable ingredients had all been carried off, the spent low wine was removed from the doubler and a new charge of low wine took its place.
In the meantime, the high wines—which were really crude whisky—were collected until there was enough to charge the redoubling or refining still. This still was much smaller and simpler than the main, or beer, still. Within it was a steam coil, and when the still had been filled steam was turned into this coil, which raised the temperature of the charge and caused it to vaporize. Again, a similar condensing and separating took place, the low wines being piped back to the low wine tank of the large still. But the high wines from this refining still were pure Maryland rye whisky and were allowed to flow into the “cistern”.
This new rye as it flowed to the cistern had a specific gravity of 75 per cent. alcohol or 150 proof (approximately). In the cistern it was reduced (or rectified) by the addition of pure spring water (and the nature of the spring water, incidentally, had not a little to do with the flavor of the mature whisky) to about 100 proof, or a specific gravity of 50 per cent. alcohol, and barreled. After barreling, it was placed in a moderately heated bonded warehouse and allowed to age.
New rye whisky, like other distilled beverages such as brandy, rum or Scotch whisky, consisted, of course, mostly of a solution of ethyl alcohol in water; but in addition to these two main ingredients it contained small quantities of many other which passed over as vapor in the course of distillation, and it was in the nature and amount of these minor ingredients that the differences between whiskies lay. On an average, new whiskey contained the following ingredients in terms of grams per 100 liters:
Color……………… 0.0
Extract……………13.3
Acids………………12.0
Esters……………..16.3
Aldehydes………..5.4
Furfural……………1.0
Fusel oil…………90.4
Of these, the fusel oils for some reason had acquired a bad name, and it was popularly supposed that the principal purpose of aging in wood was to remove these. That is entirely wrong. “Fusel oils” is a deceptive term. Actually, the fusel oil are the higher alcohols, and these contributed largely to the whiskey’s characteristic flavor. Far from decreasing, they almost doubled during the time of aging. All of the ingredients indicated above increased, though in different ratios until by the end of eight years the proportions averaged about as follows:
Color……………… 18.6
Extract………….256.0
Acids………………82.9
Esters……………..89.1
Aldehydes……….16.0
Furfural……………3.4
Fusel oil………..154.2
In addition to these chemical changes, which are only partly understood, the volume of the whisky decreased by evaporation during aging, so that its alcoholic content increased from 50 to 60 per cent., or from 100 proof to 120.
I have said that the making of whisky was an art. Give three cook the same ingredients and one will produce a fine cake, another a mediocre cake and the third a cake not fit to eat. So it was with the distilling of whisky. Four factors controlled the characteristics and flavor of old Maryland rye. The relative proportions of rye and rye malt, the temperatures maintained in the yeast and large mashes, the points of separation between high wines and low wines, and the nature of the spring water. But in the handling of those four factors there was enough latitude to include whiskies unfit to drink as well as the finest that Maryland could produce. It was in the controlling of these four factors that whisky making became an art.